机器视觉可说是工业自动化系统的灵魂之窗,从物件/条码辨识、产品检测、外观尺寸量测到机械手臂/传动设备定位,都是机器视觉技术可以发挥的舞台,因此它的应用范围十分广泛,行业应用领域更是多到令人眼花缭乱。
机器视觉图像检测应用
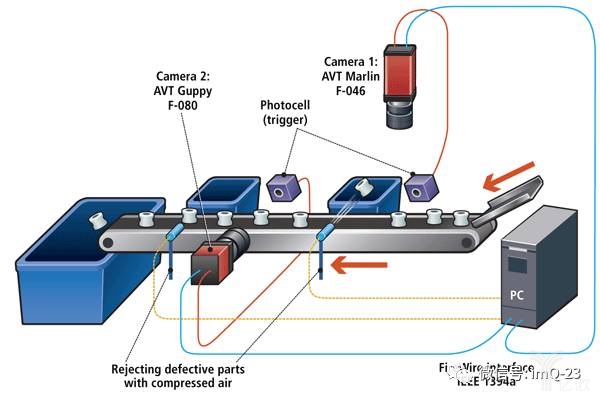
检测是机器视觉工业领域最主要的应用之一, 光学筛选机,几乎所有产品都需要检测,而人工检测存在着较多的毛病,人工检测准确性低,长时间工作的话,准确性更是无法保证,并且检测速度慢,容易影响整个生产过程的效率。因此,机器视觉检测设备在图像检测的应用方面也非常的广泛,光学影像筛选机,例如:硬币边沿字符的检测。
2000年10月新发行的第五套人民币中,一元硬币的侧边增强了防伪功能,鉴于生产过程的严格控制要求,在造币的最后一道工序上安置了视觉检测系统,印刷过程中的套色定位以及较色检查、包装过程中的饮料瓶盖的印刷质量检查,产品包装上的条码和字符识别等,玻璃瓶的缺陷检测。机器视觉系统对玻璃瓶的缺陷检测,其主要检测包括尺寸检测、瓶身外观缺陷检测、瓶肩部缺陷检测、瓶口检测等。
机器视觉视觉定位应用
视觉定位要求机器视觉系统能够快速准确地找到被测零件并确认其位置。在半导体封装领域,设备需要按照机器视觉取得的芯片位置信息调整拾取头,准确拾取芯片并进行绑定,这就是视觉定位在机器视觉工业领域最基本的应用。
机器视觉物体测量应用
视觉定位要求机器视觉系统能够快速准确地找到被测零件并确认其位置。在半导体封装领域,设备需要按照机器视觉取得的芯片位置信息调整拾取头,准确拾取芯片并进行绑定,这就是视觉定位在机器视觉工业领域最基本的应用。
机器视觉物体分拣应用
实际上,物体分拣应用是建立在识别、检测之后一个环节,通过机器视觉系统将图像进行处理,实现分拣。在机器视觉工业应用中常用于食品分拣、零件外貌瑕疵自动分拣、棉花纤维分拣等。 |